
Slip on flange welding
Kỹ Thuật Slip On Flange Welding: Giải Pháp Kết Nối Đường Ống Tối Ưu Và An Toàn
Sai kỹ thuật hàn flange – rủi ro rò rỉ và mất áp
Trong lắp đặt hệ thống đường ống công nghiệp, rò rỉ tại các điểm kết nối là một trong những sự cố nghiêm trọng nhất, dẫn đến thất thoát tài nguyên và nguy cơ mất an toàn cháy nổ. Qua quá trình giám định thực tế, phần lớn các lỗi này không nằm ở chất lượng vật liệu mà xuất phát từ việc hàn flange sai kỹ thuật.
Nhiều thợ hàn phổ thông thường bỏ qua các tiêu chuẩn khắt khe khi xử lý mặt bích, đặc biệt là loại mặt bích trượt. Việc không kiểm soát tốt độ phẳng, độ đồng tâm hoặc bỏ sót các lớp hàn quan trọng sẽ tạo ra những "kẽ hở chết người" dưới áp suất cao.
Trong số các phương pháp kết nối, slip on flange welding là kỹ thuật được ứng dụng rộng rãi nhất nhờ tính linh hoạt và chi phí thấp. Tuy nhiên, đây cũng là kỹ thuật dễ làm sai nhất nếu người thực hiện không nắm vững quy trình hàn hai lớp đặc thù. Hiểu đúng về bản chất và quy trình hàn mặt bích trượt là chìa khóa để đảm bảo sự bền vững cho toàn bộ hệ thống.

Slip on flange là gì?
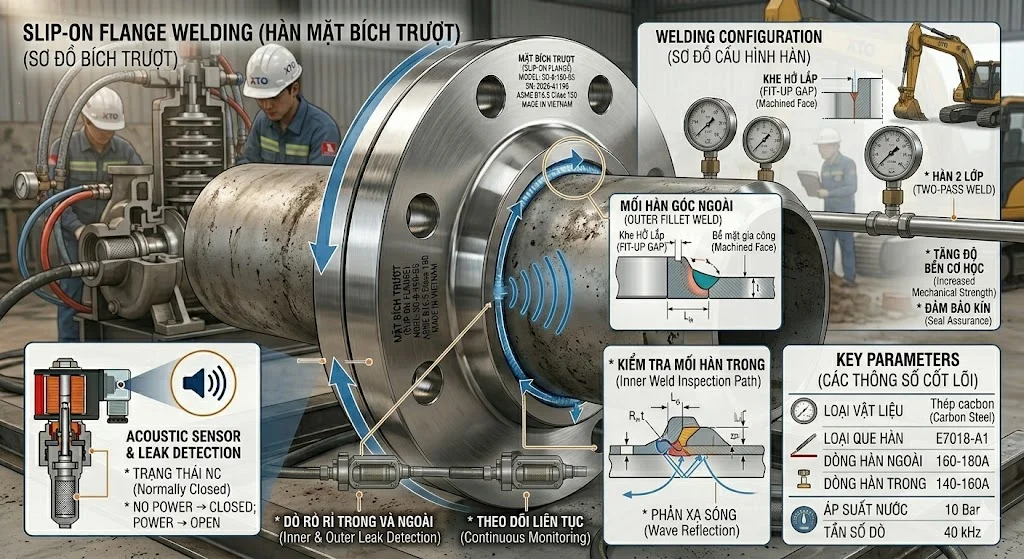
Slip-on flange (mặt bích trượt) là loại mặt bích có đường kính trong lớn hơn đường kính ngoài của ống một chút, cho phép nó trượt vừa vặn lên thân ống. Để cố định và làm kín, kỹ thuật slip on flange welding yêu cầu thực hiện hai đường hàn góc (fillet weld) ở cả phía ngoài cổ bích và phía trong lòng bích.
Nhờ thiết kế này, việc lắp đặt trở nên nhanh chóng, dễ căn chỉnh và tiết kiệm chi phí hơn so với nhiều loại mặt bích khác. Người thi công không cần độ chính xác quá cao như hàn đối đầu, nên phù hợp với các công trình có quy mô vừa và nhỏ hoặc hệ thống áp lực trung bình.
Tuy nhiên, chính vì sử dụng mối hàn góc thay vì hàn đối đầu, slip-on flange có khả năng chịu áp lực và độ bền thấp hơn so với weld neck flange. Nếu chỉ hàn một phía hoặc thực hiện mối hàn không đạt chuẩn, nguy cơ rò rỉ sẽ tăng lên đáng kể, đặc biệt trong môi trường rung động hoặc áp suất biến thiên.
Vì vậy, để đảm bảo hiệu quả, cần tuân thủ đúng quy trình kỹ thuật: làm sạch bề mặt trước khi hàn, canh tâm chính xác, thực hiện đủ hai đường hàn và kiểm tra mối hàn sau khi hoàn thiện. Khi được thi công đúng cách, slip-on flange vẫn là giải pháp kinh tế – hiệu quả – đáng tin cậy cho nhiều hệ thống đường ống.
Nguyên lý của slip on flange welding
Cơ chế hoạt động của mối nối này dựa trên sự bao bọc. Thay vì hàn đối đầu như loại mặt bích cổ cao (Weld Neck), mặt bích trượt ôm lấy đầu ống.
Hàn ngoài (Outer Weld): Chịu trách nhiệm chính về khả năng chịu lực cơ học, giữ mặt bích không bị tuột khỏi ống dưới tác động của rung động và giãn nở nhiệt.
Hàn trong (Inner Weld): Thực hiện tại điểm tiếp giáp giữa đầu ống và mặt trong của bích. Đường hàn này đóng vai trò quyết định trong việc ngăn chặn chất lỏng len lỏi vào khe hở giữa ống và bích, từ đó triệt tiêu hoàn toàn nguy cơ rò rỉ.
Việc hàn 2 phía tạo ra một cấu trúc liên kết kép, giúp phân phối ứng suất đều hơn và giảm thiểu tình trạng tập trung ứng suất tại một điểm duy nhất, điều thường thấy ở các mối hàn đơn.
Phân tích chuyên sâu: Quy trình hàn slip on flange đúng kỹ thuật
Để đạt được mối hàn đạt tiêu chuẩn ASME, quy trình slip on flange welding cần thực hiện nghiêm ngặt qua 4 bước:
Bước 1: Chuẩn bị và canh tâm
Làm sạch dầu mỡ, gỉ sét trên đầu ống và mặt bích. Bước này cực kỳ quan trọng vì tạp chất sẽ gây ra lỗi rỗ khí (porosity) trong mối hàn. Sau đó, trượt bích vào ống, đảm bảo đầu ống cách mặt bích một khoảng bằng độ dày thành ống cộng thêm khoảng 3mm.
Bước 2: Hàn đính (Tack welding)
Thực hiện ít nhất 3-4 điểm hàn đính đối xứng để giữ cố định vị trí. Trong bước này, cần dùng thước vuông để kiểm tra độ đồng tâm và độ vuông góc của mặt bích so với trục ống. Nếu lệch tâm, áp lực lên gioăng (gasket) sẽ không đều, gây rò rỉ sau này.
Bước 3: Hàn vòng ngoài
Thực hiện đường hàn góc xung quanh cổ bích. Cần kiểm soát dòng điện hàn phù hợp với độ dày vật liệu để đảm bảo độ ngấu (penetration) tốt mà không làm biến dạng mặt bích.
Bước 4: Hàn vòng trong
Đây là bước thường bị bỏ qua nhiều nhất. Thợ hàn thực hiện một đường hàn góc nhỏ ở phía trong. Lưu ý không để mối hàn trào lên bề mặt tiếp xúc của bích (flange face), vì điều này sẽ làm hỏng độ kín khi lắp gioăng.
Thông số kỹ thuật quan trọng trong slip on flange welding
Sự thành bại của một mối nối mặt bích trượt nằm ở các thông số cơ bản sau:
Khe hở lắp đặt: Phải đủ để ống trượt vào nhưng không quá rộng (thường < 1.6mm) để tránh lãng phí vật liệu hàn và giảm độ bền.
Độ lệch tâm: Chỉ cho phép sai số cực nhỏ theo tiêu chuẩn kỹ thuật. Lệch tâm quá lớn sẽ gây ra ứng suất cắt khi xiết bu lông.
Vật liệu tương thích: Que hàn hoặc dây hàn phải có thành phần hóa học tương đương với vật liệu của ống và bích (ví dụ: Inox 304, 316 hoặc thép carbon).
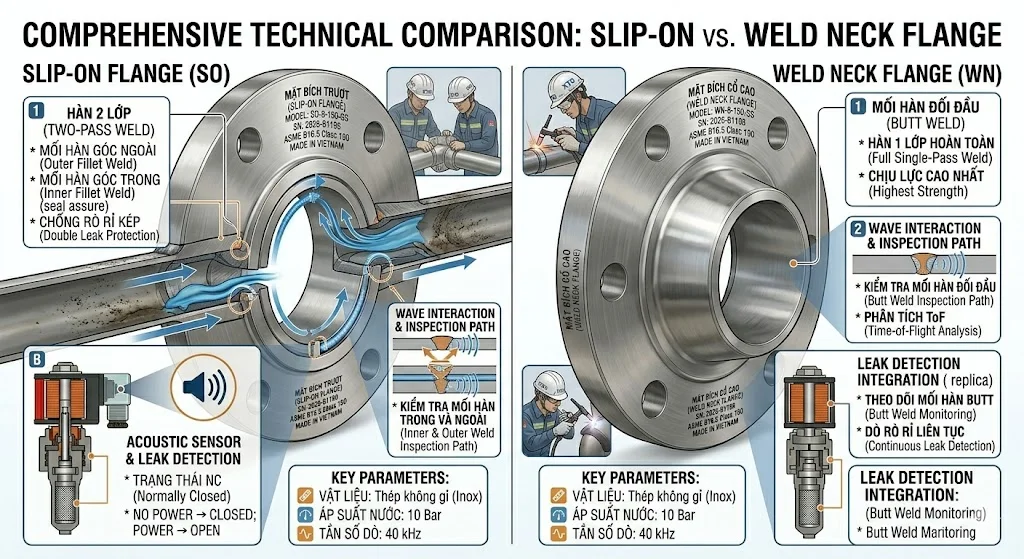
So sánh slip-on flange và weld neck flange
| Đặc điểm | Slip-on Flange | Weld Neck Flange |
|---|---|---|
| Kiểu hàn | Hàn góc 2 mặt | Hàn đối đầu (Butt weld) |
| Lắp đặt | Dễ, không yêu cầu cắt ống cực chuẩn | Khó, cần vát mép ống chính xác |
| Chịu áp suất | Thấp đến trung bình | Rất cao |
| Chi phí | Thấp | Cao |
Kết luận: Dùng slip on flange welding cho các hệ thống áp suất thấp đến vừa để tiết kiệm chi phí. Với các hệ thống áp suất cực cao hoặc nhiệt độ biến thiên liên tục, Weld Neck Flange vẫn là sự lựa chọn an toàn hơn.
Ứng dụng thực tế của slip on flange welding
Kỹ thuật này là "xương sống" trong nhiều lĩnh vực công nghiệp:
Hệ thống nước và xử lý nước thải: Nơi áp suất thường không quá khắc nghiệt.
Công nghiệp dầu khí hạ nguồn: Dùng trong các đường ống dẫn sản phẩm đã qua xử lý.
Hệ thống HVAC: Kết nối các đường ống chiller, tháp giải nhiệt.
Công nghiệp nhẹ: Thực phẩm, đồ uống, dệt may.
Sai lầm thường gặp: Lỗi phổ biến nhất là chỉ hàn mặt ngoài. Khi áp suất tăng hoặc có sự co giãn nhiệt, nước hoặc khí sẽ len vào khe hở giữa ống và mặt bích, gây ăn mòn từ bên trong (crevice corrosion), dẫn đến hỏng hóc hệ thống chỉ sau một thời gian ngắn sử dụng.
Checklist và lưu ý quan trọng khi hàn slip-on flange
Checklist kiểm tra nhanh:
[ ] Bề mặt hàn đã được mài sạch lớp gỉ sét?
[ ] Mặt bích có vuông góc với trục ống không?
[ ] Đã thực hiện đủ đường hàn trong và đường hàn ngoài chưa?
[ ] Mối hàn có bị hiện tượng ngậm xỉ hay rỗ khí không?
Lưu ý sống còn:
Không bỏ qua hàn trong: Đây là lớp bảo vệ cuối cùng chống rò rỉ.
Kiểm tra rò rỉ: Sau khi hàn, bắt buộc phải thử áp (hydrotest) hoặc kiểm tra thẩm thấu (PT) để phát hiện các vết nứt li ti.
Tuân thủ tiêu chuẩn: Luôn bám sát quy trình WPS (Welding Procedure Specification) đã được phê duyệt.
FAQ - Câu hỏi thường gặp về slip on flange welding
1. Slip on flange welding có cần hàn 2 phía không?
Bắt buộc. Hàn 2 phía đảm bảo độ kín tuyệt đối và tăng cường khả năng chịu lực cho mối nối.
2. Có thể dùng kỹ thuật này cho đường ống áp suất cao không?
Thường chỉ nên dùng cho Class 150 hoặc Class 300. Với áp suất cao hơn, nên cân nhắc sử dụng Weld Neck Flange.
3. Tại sao mối hàn slip-on dễ bị ăn mòn hơn hàn đối đầu?
Do có khe hở giữa ống và bích, nếu đường hàn trong không kín, lưu chất sẽ đọng lại gây ăn mòn khe hở.
4. Sau khi hàn xong có cần mài mặt bích không?
Chỉ mài nếu mối hàn trong trào lên mặt tiếp xúc (face) của bích để đảm bảo gioăng được ép phẳng.
5. Tuổi thọ của mối nối này là bao lâu?
Nếu được hàn đúng kỹ thuật 2 lớp và xử lý bề mặt tốt, tuổi thọ có thể tương đương với tuổi thọ của đường ống (15-20 năm).
Kết luận
Rất mong các bạn quan tâm và theo dõi onginox.vn để cập nhật thông tin mới nhất về slip on flange welding!



Bài viết liên quan

Tìm hiểu về giá inox 304 và 316
So Sánh Chi Tiết Bản Chất Và Giá Inox 304 và 316: Lựa Chọn Nào Tối Ưu? Vì sao cùng là inox nhưng giá ...

Van điều áp tự động là gì?
Van Điều Áp Tự Động: Giải Pháp Vàng Để Ổn Định Áp Suất & Bảo Vệ Hệ Thống Bạn đã bao giờ đối mặt ...

Máy bơm tõm 1 pha
Máy Bơm Tõm 1 Pha: Giải Pháp Hút Nước Sâu Và Thoát Nước Hiệu Quả Cho Gia Đình Khi cần hút nước sâu – ...

Union dn50
Rắc Co Union DN50: Giải Pháp Kết Nối Linh Hoạt Và Tháo Lắp Nhanh Cho Đường Ống Khi cần tháo lắp ...

Nắp chụp ống 90
Nắp chụp ống 90: Giải Pháp Bịt Đầu Ống An Toàn, Kín Khít Từ Chuyên Gia Khi thi công hoặc bảo trì hệ ...

PN 16 flange
PN 16 Flange: Tiêu Chuẩn Vàng Cho Hệ Thống Áp Lực Trung Bình Trong quy trình thiết kế và lắp đặt ...